伺服送料机如何使用?伺服送料机是一款由伺服马达驱动从而达到送料目的的设备,可输送长短不同、厚薄不一的金属材料,送料长度在0-9999.99mm之间随意设定,送料速度达20m/min,可采用气动放松或机械式放松,放松点位精准快速。 在购买送料机后一般由公司派遣人员到客户现场进行安装调试,调试完成后会对操作人员进行设备使用的培训,由于现场讲解培训时间较短,操作人员一时可能无法消化,为此本文将对送料机的使用进行详细描述。
首先我们看到操作面板上面有一个电源灯、两个开关、三个按钮及一个触摸屏。 (1)电源开关:将空气开关打上和柜子左边的急停按钮松开,柜子电源开关旋转到右边,此时电柜通电,电源灯亮,且触摸屏,PLC,伺服驱动器上电。 (2)手动/自动旋钮:将此旋钮打到手动位置为手动模式,能进行手动操作,打到自动模式,按下启动按钮,机器按照用户设定的参数自动运行。 (3)手动正转按钮:按下时,手动使电机正转,松开电机停止 (4)手动反转按钮:按下时,手动使电机反转,松开电机停止 (5)启动/停止按钮:在自动模式时,如果是电机停止状态,按下此按钮,设备处于自动运行状态;如果设备处于运行状态,按下此按钮,设备停止。 了解完按键功能我们就进入触摸屏界面 (1)开机画面 通电后触摸屏显示,点击“进入送料机系统”按钮,会进入送料机系统的主画面。
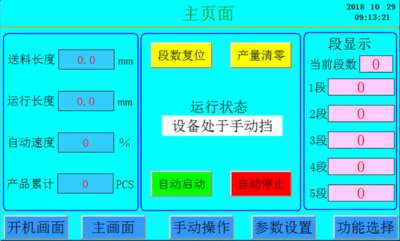
进到主画面后,点击“参数设置”按钮,进入参数设定画面,用户可以按照自己生产需求设定相关参数:
(2)参数设置
段数设定:要送料段数的设定 冲剪时间:冲剪的时间长 切断时间:切断的时间长 送料延时:送料的延时时间 尾料检测:设定尾料检测的时间 手动速度:手动电机转动的速度 产量设定: 电机送料的次数 送料长度:电机要送料的长度 次数:每段对应要送料的次数 送料速度:自动送料时电机的速度 (3)功能选择
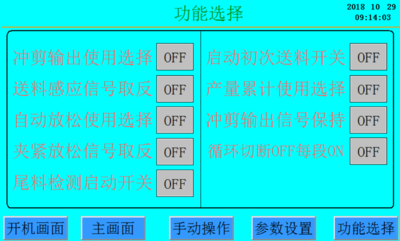
冲剪输出使用选择:为“ON”时,送完一次料后有冲剪输出;为“OFF”时,没有冲剪输出。 送料感应信号取反:送料感应信号对应的机械为凹轮时,此按钮选择为“OFF”,送料感应信 号对应的机械为凸轮时,此按钮选择为“ON”。 自动放松使用选择:为“ON”时,会自动夹紧放松,为“OFF”时,不会自动夹紧放松。 夹紧放松信号取反:将夹紧放松信号进行取反选择。 尾料检测启动开关:为“ON”时,启动尾料检测功能;为“OFF”时,关闭尾料检测功能。 启动初次送料开关:为“ON”时,系统启动后,电机会送料一次。 产量累计使用选择:为“ON”时,系统会对送料的次数进行累计统计。 冲剪输出保持信号:为“ON”时,设备冲剪一次之后保持冲剪的状态,为“OFF”时,冲剪状态不保持,送一次料就冲剪一次。 循环切断OFF每段ON:为“ON”时,送完每段的次数后再切断,为“OFF”时,送完所设置的所有段数后再切断。 (4)手动操作(手动状态时有效)
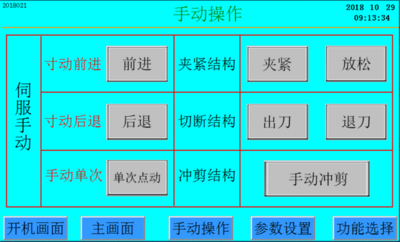
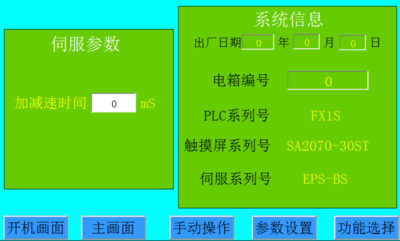
寸进:按下时,电机正转,释放时,电机停止。 寸退:按下时,电机反转,释放时,电机停止。 单次:按下时,电机以第一段的长度运行一次,释放时,电机停止。 夹紧:按下时,夹紧 放松:按下时,放松 出刀:按下时,有出刀信号输出 退刀:按下时,出刀信号不输出 手动冲剪:按下时,冲剪输出 (5)系统信息
伺服加减速:系统伺服的加减速时间。 出厂日期:用户可以按照自己的出厂日期输入,密码:222 (6)主画面操作
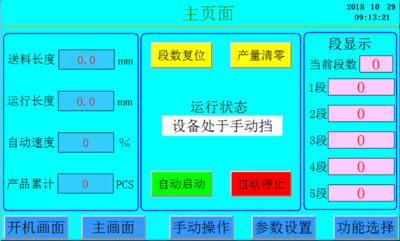
当设置好参数和功能选择好,打到自动模式,触摸屏上会显示自动状态,按下启动按钮“自动启动”,运行状状态会显示“运行中”,到此设备开始自动工作了。按下停止按钮“自动停止”,设备停止运行。 如果产量计数超出范围,按下“产量清零”,进行产量清零,重新启动,机器继续运行。 按下“段数复位”按钮,当前设置的段数设置清零。 (7)监控说明 送料长度:当前要送料的长度监控 运行长度:现在送了多长的料的监控 自动速度:自动送料的速度监控 产品累计:产品累计的监控 当前段数:当前送料所处的段数监控 1段,2段:段数次数的监控 |